一、激光焊接原理
激光焊接是利用激光束優異的方向性和高功率密度等特性進行工作,通過光學系統將激光束聚焦在很小的區域內,在極短的時間內使被焊處形成一個能量高度集中的熱源區,從而使被焊物熔化并形成牢固的焊點和焊縫。
二、激光焊接類型
1、熱傳導焊接和深熔焊
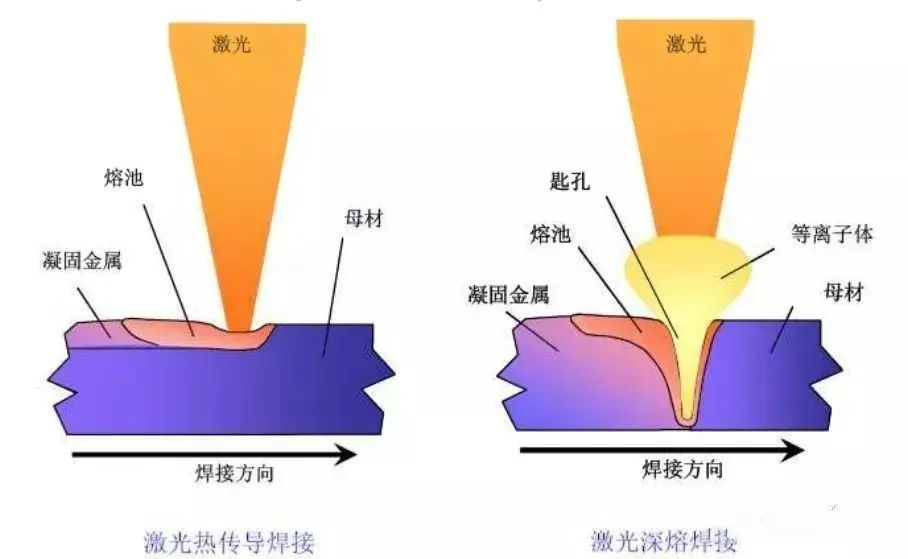
激光功率密度為105~106w/cm2形成激光熱傳導焊,激光功率密度為105~106w/cm2形成激光深熔焊。
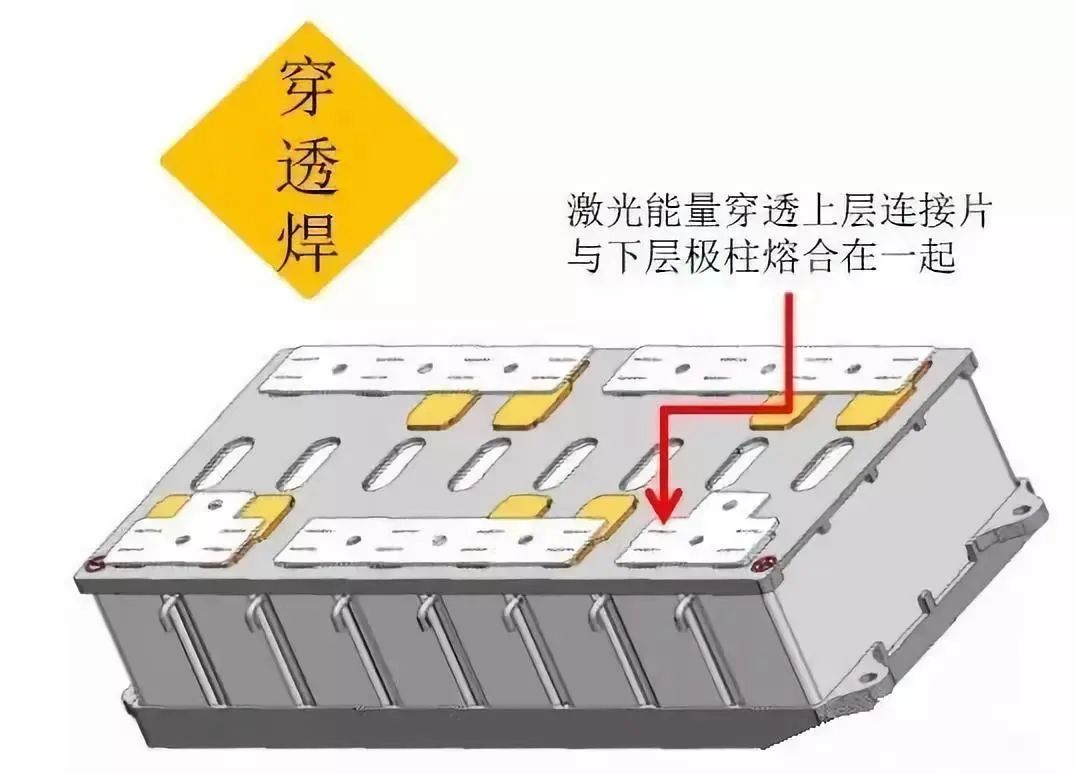
2、穿透焊和縫焊
穿透焊,連接片無需沖孔,加工相對簡單。穿透焊需要功率較大的激光焊機。穿透焊的熔深比縫焊的熔深要低,可靠性相對差點。
縫焊相比穿透焊,只需較小功率激光焊機。縫焊的熔深比穿透焊的熔深要高,可靠性相對較好。但連接片需沖孔,加工相對困難。

3、脈沖焊接和連續焊接 (1)脈沖模式焊接 激光焊接時應選擇合適的焊接波形,常用脈沖波形有方波、尖峰波、雙峰波等,鋁合金表面對光的反射率太高,當高強度激光束射至材料表面,金屬表面將會有60%-98% 的激光能量因反射而損失掉,且反射率隨表面溫度變化。一般焊接鋁合金時最優選擇尖形波和雙峰波,此種焊接波形后面緩降部分脈寬較長,能夠有效地減少氣孔和裂紋的產生。 (2)連續模式焊接 連續激光器焊接由于其受熱過程不像脈沖機器驟冷驟熱,焊接時裂紋傾向不是很明顯,為了改善焊縫質量,采用連續激光器焊接,焊縫表面平滑均勻,無飛濺,無缺陷,焊縫內部未發現裂紋。在鋁合金的焊接方面,連續激光器的優勢很明顯,與傳統的焊接方法相比,生產效率高,且無需填絲;與脈沖激光焊相比可以解決其在焊后產生的缺陷,如裂紋、氣孔、飛濺等,保證鋁合金在焊后有良好的機械性能;焊后不會凹陷,焊后拋光打磨量減少,節約了生產成本,但是因為連續激光器的光斑比較小,所以對工件的裝配精度要求較高。